在追求極致精度的現(xiàn)代制造業(yè)中,工程師們一直試圖擺脫傳統(tǒng)激光加工帶來(lái)的“熱損傷”與“機(jī)械應(yīng)力”,水導(dǎo)激光的復(fù)合加工技術(shù)應(yīng)運(yùn)而生。它巧妙地將“光”與“水”融為一體,堪稱精密制造領(lǐng)域的一場(chǎng)革命。
一、水束光纖是如何傳導(dǎo)與聚焦的?
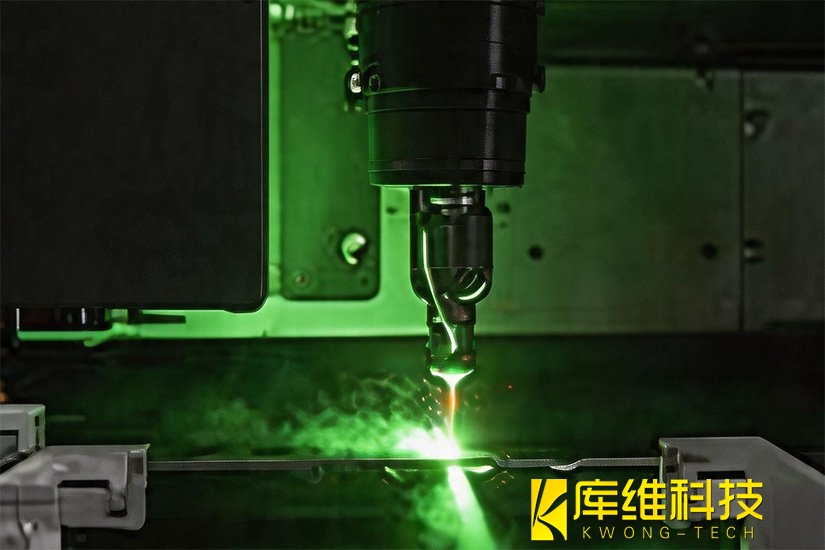
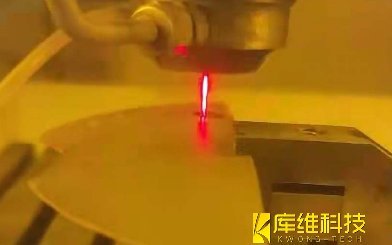
傳導(dǎo)機(jī)制:當(dāng)高能激光束以特定的角度射入一股極細(xì)的高壓水射流(通常直徑僅為30-80微米)時(shí),由于水和空氣的折射率存在顯著差異,激光在水與空氣的界面上會(huì)發(fā)生全內(nèi)反射。這就如同光線在實(shí)體光纖中傳播一樣,激光被完美地“鎖”在了水柱內(nèi)部,沿著水束的路徑低損耗地傳輸?shù)焦ぜ砻妗?/span>
傳導(dǎo)過(guò)程分為三步:
1、耦合階段:納秒脈沖激光(常用532nm綠光或1064nm紅外光)通過(guò)光學(xué)窗口精準(zhǔn)聚焦,以正確角度耦合進(jìn)入噴嘴處的水射流
2、全反射傳輸:激光在水射流內(nèi)部不斷發(fā)生全內(nèi)反射,被"囚禁"在直徑恒定的水柱中穩(wěn)定傳輸
3、能量傳遞:水射流引導(dǎo)激光到達(dá)工件表面,實(shí)現(xiàn)材料的精密切割或鉆孔
聚焦機(jī)制:水導(dǎo)激光的聚焦機(jī)制與傳統(tǒng)激光截然不同。傳統(tǒng)激光在空氣中傳輸時(shí),能量會(huì)因發(fā)散而衰減,導(dǎo)致加工精度下降。而水導(dǎo)激光通過(guò)高壓水射流的全反射效應(yīng),將激光能量約束在極小的范圍內(nèi),保持著微米級(jí)別的極高穩(wěn)定性,形成“液態(tài)聚焦”效果,使得激光能量能夠持續(xù)、均勻地聚焦于加工點(diǎn)上,從而實(shí)現(xiàn)亞毫米級(jí)的超高精度加工。
優(yōu)勢(shì)體現(xiàn)在三方面:
-
深聚焦能力:水束的穩(wěn)定傳輸突破了空氣介質(zhì)的限制,可實(shí)現(xiàn)更深焦距的加工。在航空發(fā)動(dòng)機(jī)渦輪葉片氣膜孔加工中,水導(dǎo)激光能完成深徑比達(dá)20:1的微孔加工,孔徑公差控制在±0.1微米以內(nèi)。
-
高精度控制:水流的層流狀態(tài)與均勻折射率分布,使激光能量分布更均勻,加工表面粗糙度可低至Ra≤0.4微米。在心血管支架制造中,水導(dǎo)激光切割316L不銹鋼的表面粗糙度從傳統(tǒng)激光的2.8微米降至0.9微米,徹底消除毛刺風(fēng)險(xiǎn)。
-
動(dòng)態(tài)自適應(yīng)聚焦:水束的自愈合能力(高頻脈沖激光下快速恢復(fù)傳輸通道)可自動(dòng)補(bǔ)償加工中的微小振動(dòng),確保能量持續(xù)穩(wěn)定傳輸。在碳化硅晶圓切割中,水導(dǎo)激光將熱影響區(qū)壓縮至50微米以內(nèi),材料利用率提升至85%,而傳統(tǒng)工藝的熱影響區(qū)寬度超過(guò)250微米。
二、 為什么選擇水導(dǎo)激光?三大優(yōu)勢(shì)
-
真正的“冷加工”:傳統(tǒng)激光容易產(chǎn)生極高的局部溫度,導(dǎo)致材料邊緣氧化、碳化甚至產(chǎn)生微裂紋。而在水導(dǎo)激光中,高速水流(可達(dá)150m/s)不僅是光的導(dǎo)體,更是極佳的散熱器。它能瞬間帶走加工產(chǎn)生的熱量,將熱影響區(qū)(HAZ)壓縮至極小(甚至不到10微米),從根本上杜絕了熱損傷。
-
無(wú)錐度與無(wú)毛刺:由于水束直徑均勻且激光能量分布一致,切割出來(lái)的縫隙上下等寬,完美解決了傳統(tǒng)激光加工常見(jiàn)的“喇叭口”現(xiàn)象。同時(shí),水流的強(qiáng)大沖刷力能將熔融殘?jiān)磿r(shí)帶走,工件邊緣光滑整潔,省去了繁瑣的二次打磨工序。
-
“一刀切”的萬(wàn)能適用性:無(wú)論是超硬(如金剛石、碳化硅)、超脆(如陶瓷、玻璃)還是高韌性材料,水導(dǎo)激光都能以非接觸的方式輕松應(yīng)對(duì),且不會(huì)在材料表面留下機(jī)械應(yīng)力。
三、 水導(dǎo)激光的硬核應(yīng)用案例
案例一:氮化硅陶瓷齒輪(微型傳動(dòng)件)
工件參數(shù):Φ2mm × 3mm 的氮化硅(Si?N?)陶瓷齒輪。陶瓷極難加工,稍有不慎就會(huì)產(chǎn)生微裂紋。
加工方案:采用532nm綠光激光耦合50μm直徑水射流,配合300bar水壓,采用“淺切多遍”策略。
加工效果:齒形誤差控制在驚人的 ±2μm? 以內(nèi),表面粗糙度低至 Ra<0.2μm,完全滿足了航空航天級(jí)微型傳動(dòng)部件的嚴(yán)苛要求。
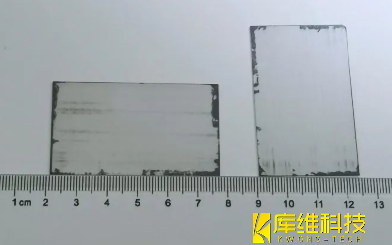
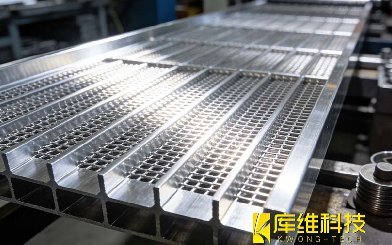
案例二:航空7075鋁合金格柵(飛機(jī)蒙皮)
工件參數(shù):3mm厚的7075-T6航空鋁合金板材,需加工復(fù)雜的方格與六方格柵。
加工方案:使用1064nm波長(zhǎng)、400W功率的納秒激光,耦合至50μm微水射流中,輔以15MPa水壓。
加工效果:側(cè)壁徹底無(wú)毛刺,重熔層極薄(≤3μm),熱影響區(qū)(HAZ)被死死壓制在 3μm以下。不僅微觀質(zhì)量?jī)?yōu)異,單件加工時(shí)間還縮短了60%。
從微觀的陶瓷齒輪到宏觀的飛機(jī)蒙皮,水導(dǎo)激光加工技術(shù)正以其“無(wú)熱損傷、高精度、高兼容”的特性,重塑著人類對(duì)材料極限的加工能力。光與水的這支舞蹈,無(wú)疑將為未來(lái)的精密制造譜寫更多可能。

水導(dǎo)激光精密加工:晶圓吸附盤外延架微結(jié)構(gòu)加工案例

水導(dǎo)激光加工SiC晶圓支架:一個(gè)硬脆材料精密加工的典型案例

水導(dǎo)激光加工案例之氮化硅陶瓷齒輪:突破精密制造的技術(shù)革新
水導(dǎo)激光設(shè)備加工氧化鋯陶瓷時(shí)的150MPa高壓水射流有什么特別之處
半導(dǎo)體自動(dòng)化切割都包含哪些技術(shù)?
氧化鋯陶瓷加工崩邊率高?水導(dǎo)激光如何將崩邊率降至0.5%
水導(dǎo)激光加工案例之金剛石散熱片切割
水導(dǎo)激光加工案例之航空7075鋁合金格柵加工
水導(dǎo)激光如何通過(guò)“水束光纖”實(shí)現(xiàn)精密加工的